





مزایای
► چرخه کاری 100% (40℃)؛
► جریان برش به طور مداوم قابل تنظیم است، مناسب برای جوشکاری صفحه نازک و ضخیم.
► در صورت کمبود فشار هوا یا فشار هیدرولیک برای محافظت از مشعل از سوختن، برش را به طور خودکار متوقف می کند.
► سیگنال همگام سازی قوس و کانکتور سیگنال ولتاژ قوس وجود دارد که برای برش خودکار آسان است و مخصوصاً برای تطبیق با دستگاه کنترل عددی و ربات مناسب است.
► شیب جریان برش را می توان برای جلوگیری از آسیب نازل و الکترود تنظیم کرد.
► سیگنال ضربه قوس، سیگنال فشار قوس، کنترل تامین هوا و عملکرد خروجی فشار قوس، آن را به ویژه برای برش CNC و ربات مناسب می کند.
◄ استفاده موازی از دو دستگاه موجود است، جریان خروجی را دو برابر کنید تا مواد با ضخامت اضافی را به خوبی برش دهید.
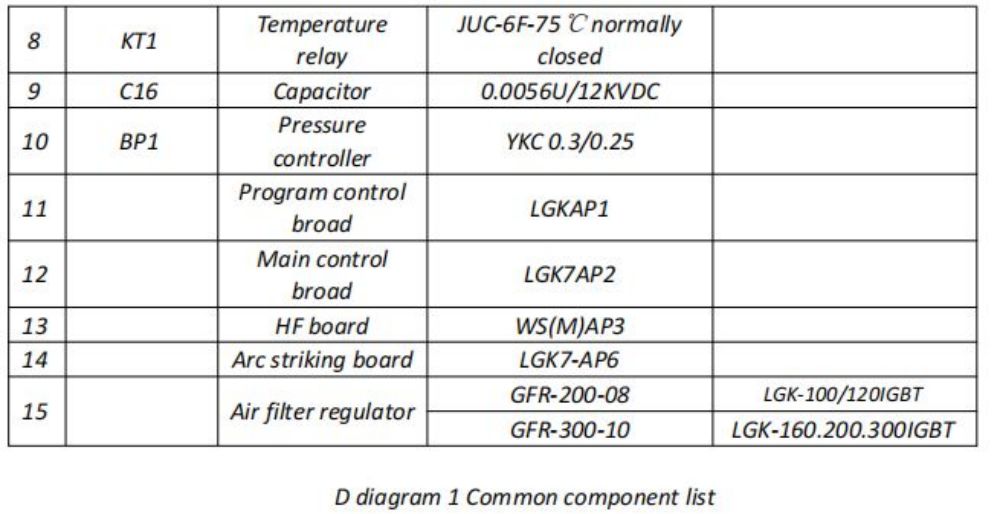
► تنظیم استفاده از ماشین، صفحه نمایش دیجیتال آن را به ویژه برای استفاده از ماشین و ربات مناسب می کند.
پارامترهای اصلی
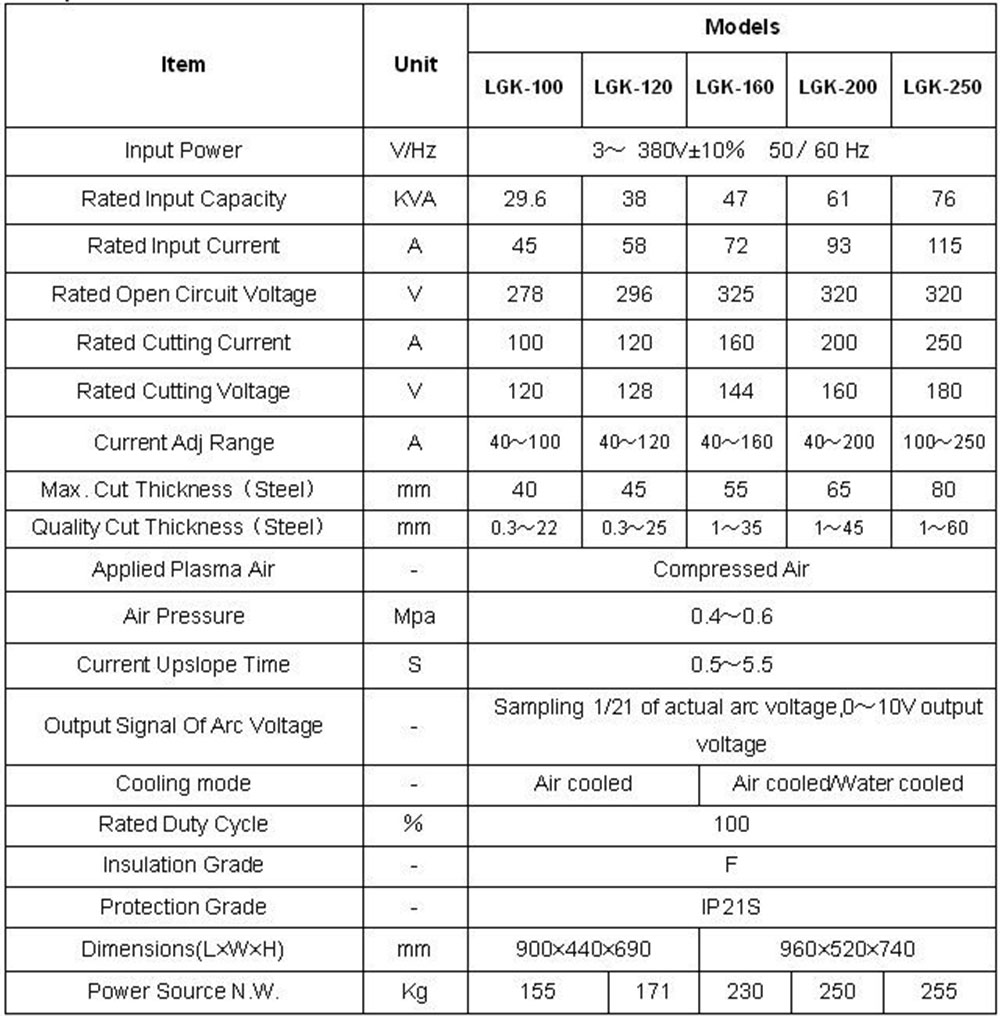
2. شرایط گاز پلاسما
محدوده فشار کاری: 0.4 مگا پاسکال الی 0.6 مگا پاسکال
مقاومت فشاری لوله تامین گاز:≥1MPa
ابعاد داخلی لوله گاز:≥Φ8
شار تامین گاز: ≥180 لیتر در دقیقه
آب را از گاز فیلتر کرده و داخل کاتر بریزید
اصول کار
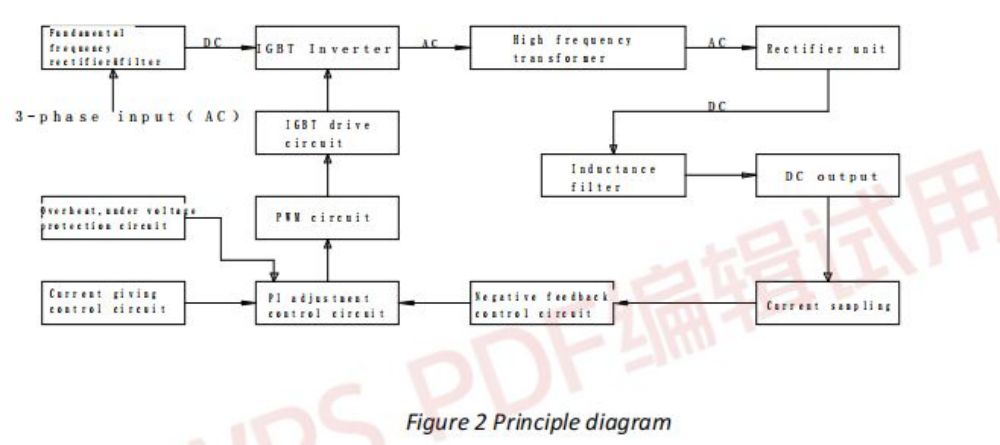
مدار کنترل دستگاه برش بخش الکترونیکی پیشرفته IGBT را به عنوان جزء اصلی سوئیچ اینورتر پذیرفته است.برق AC سه فاز پس از یکسو شدن توسط یکسو کننده سه فاز به جریان DC با فرکانس بالا 20 کیلوهرتز تبدیل می شود.سپس تحت عملکرد اینورتر IGBT جریان DC به جریان فرکانس بالا AC معکوس می شود که پس از تجربه کاهش ولتاژ در ترانسفورماتور فرکانس بالا به جریان DC معکوس می شود و جریان در دیود بازیابی سریع اصلاح می شود.این جریان DC از طریق راکتور فیلتر می شود و جریان برش خروجی به دست می آید.
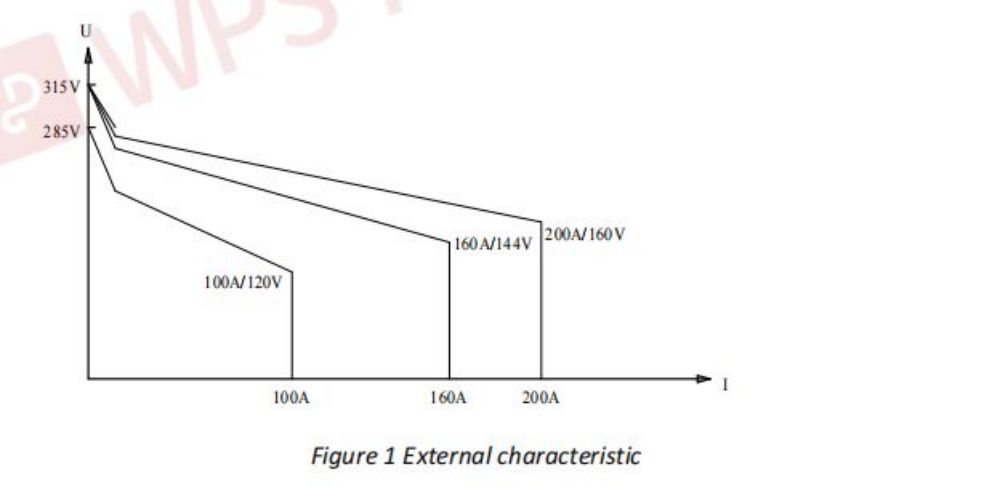
مدار کنترل می تواند جریان خروجی را با کنترل عرض پالس رانده کنترل کند.جریان برش زمان واقعی، که از طریق سنسور جریان متصل به ترمینال خروجی به صورت سری به دست می آید، به عنوان سیگنال کنترل بازخورد منفی استفاده می شود.پس از مقایسه با سیگنال تنظیم جریان، سیگنال کنترل منفی به مدار مجتمع تنظیم کننده PWM ارسال می شود، سپس یک پالس رانندگی کنترل شده برای کنترل IGBT خروجی می شود.بدین ترتیب می توان جریان خروجی ثابتی را حفظ کرد و مشخصه خارجی افت شدید و جریان ثابت به دست می آید.قوس ضربه ای از مدل ضربه زدن با فرکانس بالا استفاده می کند.مدار اصلی به پیوست شکل 1 اشاره دارد و نمودار اصلی مدار کنترل به صورت شکل 2 نشان داده شده است.
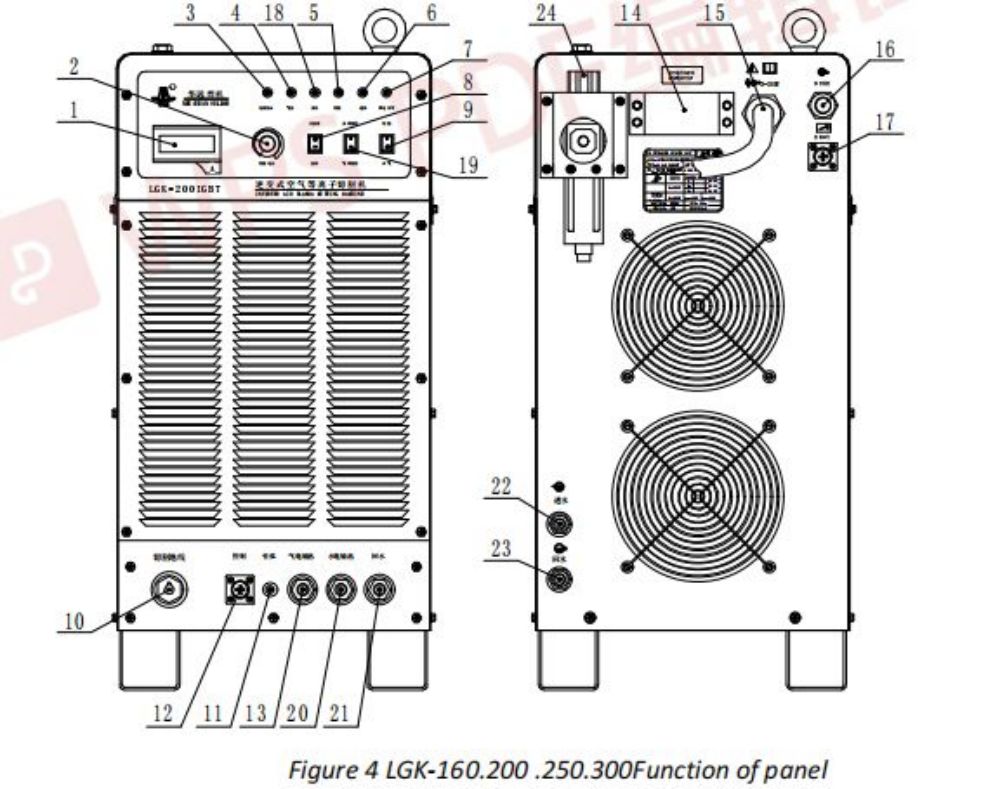
پانل و عملکردهای آن (LGK-100 به شکل 3، LGK-160/200/250/300 به شکل 4 مراجعه کنید)
1. آمپرمتر دیجیتال: نمایش جریان برش از پیش تنظیم شده قبل از برش، نمایش جریان برش هنگام برش
2. دستگیره تنظیم جریان برش: تنظیم جریان برش
3. چراغ نشانگر قدرت: نشان می دهد که آیا برش برق است.
4. لامپ نشانگر فشار هوا: وقتی فشار هوای فشرده از 0.2 مگاپاسکال بیشتر شود روشن می شود.هنگامی که فشار کمتر از 0.15 مگاپاسکال باشد خاموش است.
5. چراغ نشانگر برش: هنگامی که لامپ روشن است به این معنی است که دستگاه برش شروع به کار کرده است.
6. لامپ نشانگر اضافه بار: هنگامی که کاتر بیش از حد بارگیری می کند روشن است (معمولاً هنگامی که فن خنک کننده آسیب دیده است روشن می شود.)
7. چراغ نشانگر خطای ورودی: هنگامی که منبع تغذیه فاز را از دست می دهد یا کمتر از 330 ولت است، روشن می شود.
8. سوئیچ انتخاب کنترل گاز: هنگامی که به بررسی هوا تغییر می کند، دریچه گاز برای آزمایش شار گاز باز می شود.هنگامی که به برش تغییر می کند، شیر گاز در حین برش به طور خودکار باز می شود.
9. سوئیچ انتخاب حالت عملکرد مشعل: هنگامی که 2-Step روشن می شود، سوئیچ مشعل باید در فرآیند برش فشار داده شود و پس از شل کردن سوئیچ، برش متوقف می شود.وقتی 4 مرحله روشن شد، کلید مشعل را فشار دهید و آن را شل کنید، برش شروع به کار می کند و پس از فشار مجدد کلید متوقف می شود.
10. برش خروجی سیم زمین: برای اتصال سیم زمین برش
11. ترمینال پیلوت مشعل: برای اتصال سیم خلبان مشعل.
12. خروجی کنترل مشعل: برای اتصال سیم سیگنال کنترل مشعل.
13. ترمینال خروجی هوا و برق: ترمینال خروجی فعلی نیز ترمینال خروجی هوای فشرده است.این کانکتور لوله گاز برای اتصال مشعل آب خنک در هنگام استفاده از مشعل آب خنک است و کانکتوری برای اتصال کابل گاز خنک کننده مشعل هنگام استفاده از مشعل هوا خنک است.
14. سوراخ سیم یدکی برای خروجی ولتاژ قوس: سیم خروجی ولتاژ قوس پس از اتمام دستگاه متصل نیست.در صورت نیاز، لطفا درپوش بالایی کاتر را باز کنید و از سیم دو هسته ای برای اتصال ترمینال سیم روی برد چاپی LGK7-AP5 استفاده کنید که دارای دو نوع سیگنال خروجی است، یکی خروجی 1:1 و دیگری 1 است. :20 خروجی، لطفا شکل 3 LGK-100 عملکرد پانل سیم را با توجه به الزامات وصل کنید و به الکترود منفی و مثبت توجه کنید.
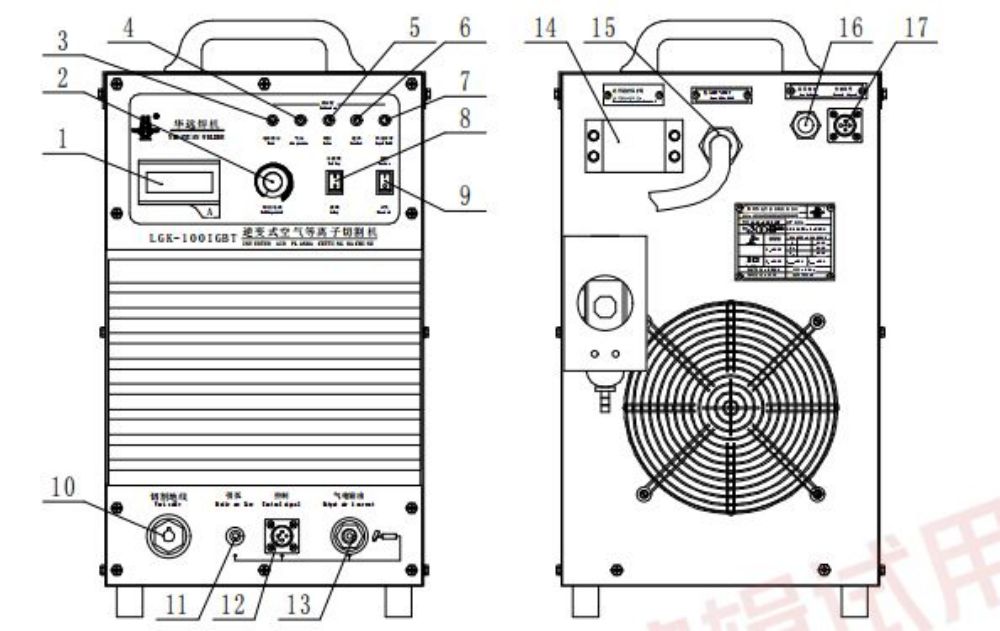
15. کانکتور سیگنال کنترل: برای کنترل تجهیزات برش خودکار
16. کلید منبع تغذیه: ON/OFF منبع تغذیه 3 فاز کاتر را کنترل کنید
17. فیلتر تنظیم فشار هوا: برای تنظیم فشار کاری هوای فشرده و فیلتر کردن آب از هوا
18. لامپ نشانگر فشار هیدرولیک: منبع آب خنک کننده را وصل کنید، زمانی که جریان آب بزرگتر از 0.45 لیتر در دقیقه باشد، لامپ روشن می شود.
19. سوئیچ انتخاب مشعل گاز خنک کننده/مشعل خنک کننده با آب: مشعل گاز خنک تنها زمانی استفاده می شود که به خنک کننده گازی تغییر می کند و مشعل خنک کننده با آب در حالت خنک کننده آبی انتخاب شده استفاده می شود.
20. ترمینال خروجی آب/برق: ترمینال خروجی جریان برش نیز ترمینال خروجی آب است، از آن برای اتصال کابل خنک کننده آب استفاده می شود.
21. ترمینال پشت آب مشعل: برای اتصال لوله بازیافت آب استفاده می شود.
22. ترمینال بک آب: برای اتصال لوله بازیافت مخزن آب استفاده می شود.
23. ترمینال ورودی آب: برای اتصال لوله خروجی مخزن آب استفاده می شود.

